フッ素樹脂コーティング施工方法|関西ポリマー株式会社


CONSTRUCTION METHOD
フッ素樹脂コーティング施工方法
01
受入検査

外観検査・数量チェックなどを行います。
当社では、ISO9001 品質基準に基づいた社内品質基準を策定しています。また必要に応じてお客様と協議し、特別品質基準を設け管理しております。
02
脱脂 (空焼き:400℃、超音波洗浄)

搬入された基材に付着している油分や汚れなどの付着物を取り除きます。
【空焼き脱脂】
焼成条件よりも高い温度で熱処理することで汚れを熱分解します。
【溶剤脱脂】
空焼きが難しい基材には、溶剤による洗浄を行います。超音波洗浄、ふき取り洗浄など基材により脱脂工程が異なります。
03
ブラスト
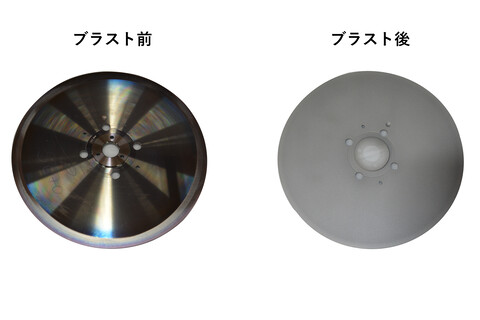
サンドブラスト処理は塗膜の密着性を上げるためにアルミナ(見た目は砂のような物)をエアー圧で勢いよく飛ばしてコーティング面を細かい凹凸に加工し、表面積を増やす工程です。ブラスト処理を施すことで後に行うコーティングをしっかり接着することが出来ます。
04
プライマー塗布

プライマー塗料を塗布し、乾燥又は焼成を行います。プライマーとは、フッ素樹脂と母材の密着性を高める接着剤の役割を果たします。
05
プライマー乾燥・焼成 (樹脂の適正温度)

プライマーを炉にて焼成いたします。
06
トップコート

【パウダー塗布】
細部まで手作業でコーティング作業を行います。
・静電塗布法
・回転塗布法
・流動浸漬法

【ディスパージョン塗布】
細部まで手作業でコーティング作業を行います。
07
焼成 (樹脂の適正温度)

トップコートを塗布後、炉にて焼成いたします。
所定の膜厚まで、6と7の工程を数回繰り返して完了。
08
検査

弊社の検査基準に従い、厳しく検査を行います。
・外観検査
・ピンホールテスト
・段取りで電磁膜厚計(本体が磁性体の場合)にて膜厚測定を行います。
精密部品に下処理であるサンドブラストや高い温度の焼成を行うと精度を保つことが出来ません。
そこで弊社ではノンブラスト、低温処理でコーティング出来る加工法を実現し、精度を保ったままコーティングする事に成功しました。
01
受け入れ検査
02
超音波洗浄

超音波による洗浄で、精密機械や、変形しやすい物に影響を軽減。
(アルミ機械・加工品など)
※従来の空焼処理・ブラスト処理が不要です。
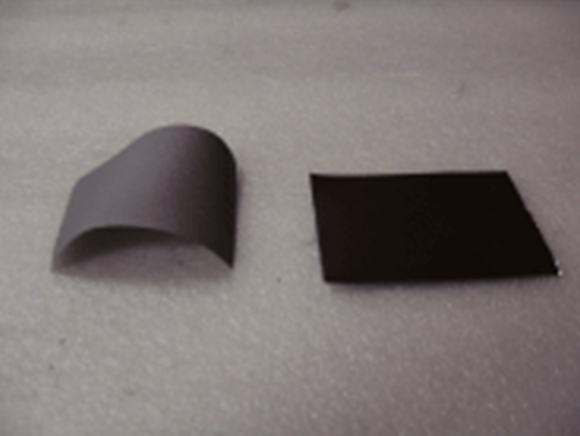
左:ブラスト処理 右:ノンブラスト
03
コーティング

細部まで手作業でコーティング作業を行います。
04
焼成(120~190℃)

変形を抑えるため、通常より低温で熱処理を行います。
※低温で焼き付け可能です。
05
検査

精密機器による、仕上がり検査、又は、弊社の検査基準に従い、厳しく検査を行います。
弊社では金属以外にもゴム、樹脂にふっ素樹脂コーティングをおこなっております。
追随性が良く、密着性が高いもので吸着防止や滑り用途で数多くの実績があります。
01
受け入れ検査
02
溶剤拭き取り洗浄

不純物を手作業でできれいに拭き取ります。
03
コーティング

細部まで手作業でコーティング作業を行います。
04
焼成(60~150℃)

変形を抑えるため、通常より低温で熱処理を行います。
※低温で焼き付け可能です。
05
検査

弊社の検査基準に従い、厳しく検査を行います。